Modern Red Light Therapy Manufacturing Facility
A modern facility empowering global health brands. From SMT assembly to medical-grade packaging, we provide end-to-end production security.
SKU, packaging, inspection, and compliance documentation review
High-Precision Workshop
Explore the production and verification checkpoints behind commercial-grade equipment.

SMT Auto-Placement
Supports 01005 micro-components. 5M+ daily placements ensure highly stable circuit structures. Equipped with Yamaha and Samsung SMT pick-and-place machines.

Dust-Free Assembly
ESD-protected environment with industrial-grade torque monitoring for integrated heat dissipation.
72h Aging Lab
Every unit undergoes 72h continuous aging and 1,000 high-frequency switch tests before shipping.

Global Fulfillment
ISTA-3A drop test certified EPE foam and reinforced cartons for trans-oceanic transit security.
Quality Management System (AQL 0.4)
Stability is the core of our B2B value proposition. Our QC flow integrates 24/7 monitoring checkpoints.
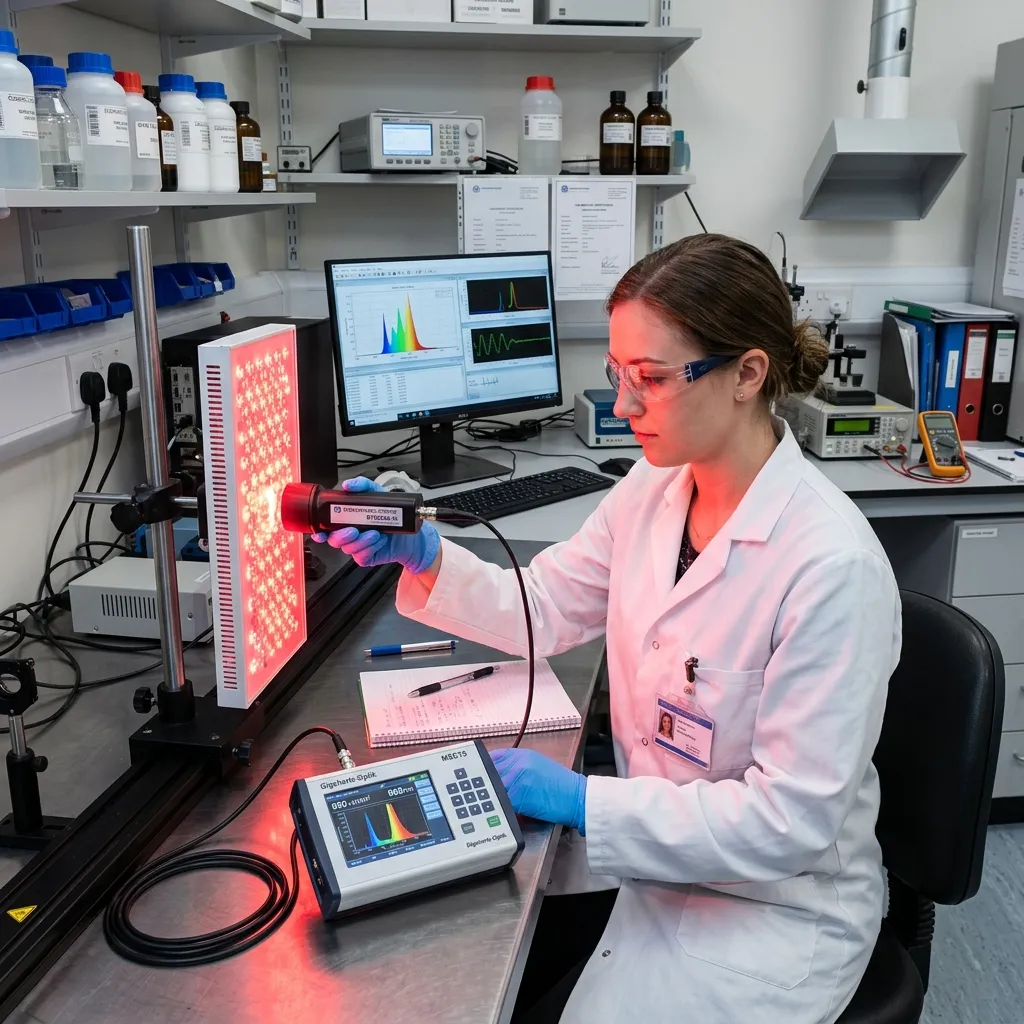
LED spectrum sampling, power driver consistency, and chassis thickness checks.
Online optical alignment and real-time leakage monitoring for zero-hazard assembly.
Every unit must pass power density scanning and 72-hour burn-in aging tests.
Final inspection of appearance, OEM branding verification, and compliance certificate check.
Model-Specific Compliance Review
Compliance depends on the exact SKU, intended use, and destination market. Request certificate scopes, test reports, and model-to-document mapping before purchase.
Planning capacity for new markets? Read our 2026 light therapy market size report for regional demand and OEM opportunity context.
Need production capacity details?
We share line capacity, lead-time calendars, and sample MOQ plans with qualified buyers during sourcing review — rather than publishing unverifiable marketing numbers.
Request capacity brief